
Высококачественный бетон можно получить при использовании качественных материалов, правильном подборе состава бетонной смеси, эффективном ее уплотнении и создании оптимальных условий для твердения бетона.
Бетонную смесь, укладываемую в монолитные конструкции, уплотняют штыкованием, трамбованием, вибрированием и вакуумированием. Цель уплотнения — обеспечить хорошее заполнение бетонной смесью опалубочной формы и добиться наилучшей упаковки входящих в нее частиц. Хорошо уплотненный бетон имеет более высокую плотность, его объемная масса по сравнению с неуплотненной бетонной смесью повышается с 2,2 до 2,4—2,5 т/м3. Возрастают прочность, морозостойкость, водонепроницаемость бетона, улучшаются другие его свойства.
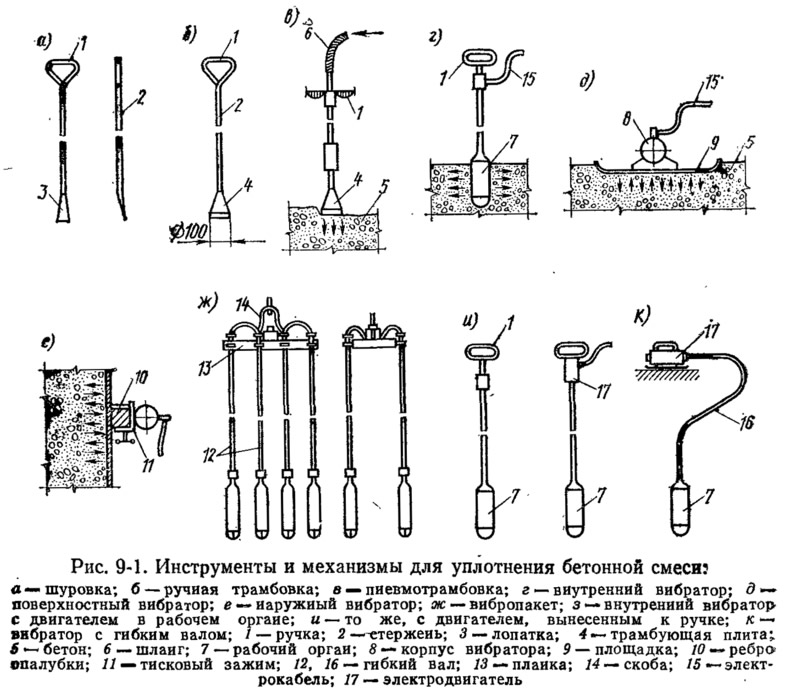
Штыкование смеси ведут вручную с помощью шуровок (рис. 9-1, а). Из-за трудоемкости и низкой производительности этого способа его применяют в исключительных случаях для уплотнения бетонной смеси в тонкостенных и густоармированных конструкциях. Укладку высокоподвижных смесей (с осадкой конуса более 10 см) и литых ведут тоже с помощью шнуровок, чтобы избежать их расслоения при вибрировании.
Трамбование бетонной смеси ведут ручными и пневматическими трамбовками (рис. 9-1, б, в). Этот способ применяют редко — при укладке весьма жестких бетонных смесей в малоармированные конструкции, а также в тех случаях, когда применить вибраторы невозможно из-за отрицательного воздействия вибрации на расположенное вблизи оборудование.
Основным способом уплотнения бетонных смесей является вибрирование, или виброуплотнение. Этот способ применяют для уплотнения смесей с осадкой конуса от 0 до 10 см.
Сущность процесса виброуплотнения упрощенно можно представить следующим образом. На бетонную смесь, представляющую собой многокомпонентный конгломерат с рыхлой структурой и упруговязкими свойствами, воздействуют вибрацией. Вибраторы погружают в бетонную смесь, крепят к опалубке или устанавливают на поверхность слоя смеси. Энергия вибрационных колебаний ближайших слоев смеси преодолевает силы внутреннего трения и сцепления между ее компонентными частицами. В результате резко снижается вязкость смеси; в период вибрирования она приобретает свойства тяжелой структурной жидкости, обладающей значительной текучестью. При этом смесь хорошо заполняет опалубочную форму и пространство между густорасположенными арматурными стержнями.
Вместе с тем при снижении вязкости смеси в результате вибрирования ее частицы под действием гравитационных сил стремятся занять по отношению друг к другу наиболее устойчивое положение. Это приводит к взаимоукупорке частиц, т. е. к наиболее плотному их расположению в форме. Одновременно в зоне вибрации создается повышенное давление, вследствие чего воздух интенсивно вытесняется из бетонной смеси. Эти взаимосвязанные процессы обеспечивают получение бетона с плотной структурой и хорошего качества.
Вибрирование характеризуется двумя параметрами: частотой и амплитудой колебаний, причем в данном случае амплитуда — наибольшее отклонение колеблющейся частицы от положения равновесия, выраженное в миллиметрах. Эти параметры взаимосвязаны: низкочастотные вибраторы имеют большую амплитуду колебаний, и наоборот.
Выпускаемые нашей промышленностью вибраторы по вибрационным характеристикам можно подразделить на низкочастотные с числом колебаний до 3500 в 1 мин и амплитудой до 3 мм, среднечастотные, имеющие 3500—9000 кол/мин и амплитуду 1—1,5 мм; высокочастотные с частотой 10 000—20 000 кол/мин и амплитудой 0,1—1 мм.
Низкочастотные вибраторы с наибольшим эффектом применяют для уплотнения бетонных смесей с крупностью заполнителя 50—70 мм и более, среднечастотные — при крупности 10—50 мм, высокочастотные — при крупности до 10 мм, т. е. мелкозернистых бетонов.
По способу воздействия на бетонную смесь вибраторы подразделяют на внутренние (глубинные), погружаемые рабочим органом (корпусом) в слой бетонной смеси, и непосредственно передающие колебания через корпус (рис. 9-1, г).
Внутренние вибраторы подразделяют на вибробулавы и вибраторы с гибким валом. Поверхностные вибраторы, устанавливаемые на слой бетонной смеси, передают ей колебания через рабочую площадку или вибробрус (рис. 9-1, д). Наружные вибраторы укрепляют на опалубке, через которую они передают колебания бетоннной смеси (рис. 9-1, е).
По роду питающей энергии различают вибраторы электромеханические, электромагнитные и пневматические.
По использованию вибраторы подразделены на одиночные и вибропакеты (рис. 9-1, ж), используемые для уплотнения бетонной смеси в большеобъемных блоках.
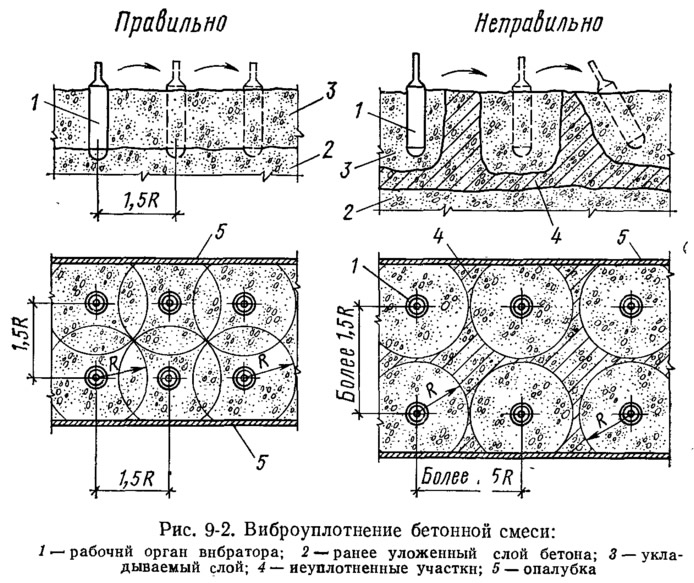
При уплотнении бетонной смеси внутренними вибраторами толщину укладываемых слоев принимают не более 1,25 от их рабочей части. Для лучшего сцепления между отдельными слоями вибратор частично заглубляют в ранее уложенный слой (рис. 9-2). Продолжительность вибрирования в одной точке зависит от типа вибратора и технологических характеристик бетонной, смеси, в частности ее подвижности. Чем меньше подвижность уплотняемой смеси, тем больше длительность ее виброуплотнения.
Следует помнить, что при недостаточной продолжительности вибрирования смесь окажется недоуплотненной, а бетон — пористым и некачественным. Чрезмерно же длительное вибрирование приводит к расслоению смеси и ухудшению качества бетона. В каждом случае опытным путем определяют оптимальное время вибрирования. Ориентировочно для внутренних вибраторов оно равно 20—50 с.
Степень виброуплотнения определяют визуально. Основными признаками достаточного виброуплотнения служат: прекращение оседания бетонной смеси, появление на ее поверхности цементного молока и прекращение выделения пузырьков воздуха.
По окончании виброуплотнения смеси на одной позиции во избежание появления пустот вибратор медленно вытаскивают, не выключая его, и переставляют на новую позицию. Расстояние между позициями не должно превышать полутора радиусов действия вибратора, причем зоны вибрирования должны перекрывать друг друга (рис. 9-2). Радиус действия зависит от подвижности бетонной смеси и типа вибраторов. Для вибратора с гибким валом И-116А он колеблется от 25 до 50 см, для вибробулавы И-50А — от 45 до 50 см.
Для получения качественного бетона особенно тщательно необходимо вести виброуплотнение смеси в углах опалубки и у ее стенок, в местах с густорасположенной арматурой, на перегибах конструкции. Чтобы не нарушить сцепления бетона с арматурой или закладными деталями, не следует устанавливать на них работающие вибраторы.
Поверхностными вибраторами бетонную смесь уплотняют отдельными полосами с перекрытием провибрированной полосы на 10—15 см. Толщина слоев, прорабатываемых поверхностными вибраторами, составляет 25—30 см; продолжительность работы на одной позиции от 20 до 60 с. Окончание вибрирования определяют по внешним признакам, которые перечислены выше.
При перестановке поверхностный вибратор специальным крючком отрывают от бетона и перемещают на новую позицию. Не рекомендуется медленно протаскивать работающий вибратор по поверхности бетона, так как при этом затруднительно вести контроль качества виброуплотнения.
Вибробрус (виброрейку) в процессе виброуплотнения медленно перемещают по специальным направляющим, укладываемым по краям бетонируемой полосы.
Наружные вибраторы жестко крепят к опалубке. С их помощью можно уплотнять смесь на глубину до 25 см. При бетонировании высоких конструкций (например, колонн или стен) устанавливают несколько вибраторов по высоте, включая их по мере укладки бетонной смеси. Можно пользоваться одним вибратором, переставляемым с места на место, при наличии приспособлений для быстрого его закрепления. Продолжительность работы поверхностного вибратора на одной стоянке 50—90 с. Для обеспечения бесперебойного и качественного виброуплотнения на рабочем месте должны находиться запасные вибраторы.
Способ уплотнения бетонной смеси вакуумированием основан на принципе отсоса из нее излишней воды и воздуха. При отсосе частицы смеси сближаются, снижая ее пористость и усадку и улучшая качество бетона. Так, прочность вакуумированного бетона повышается на 15—20% по сравнению с визированным бетонам.
Вакуумирование применяют для уплотнения бетона в тонких конструкциях, имеющих большую развернутую поверхность (например, при бетонировании сводов, оболочек и куполов). Наибольшая толщина слоя бетона, прорабатываемого вакуумированием, 30 см.
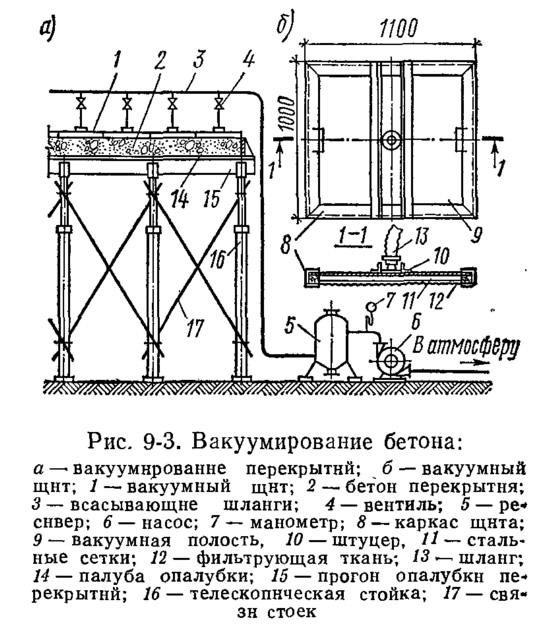
Вакуумирование смеси можно вести несколькими способами: с помощью опалубочных вакуум-щитов (при бетонировании тонких вертикальных или наклонных стенок); переносными вакуум-ящиками, которые устанавливают сверху на уложенный бетон (рис. 9-3); при помощи вакуум-трубок, устанавливаемых внутрь бетонной конструкции; комбинированным способом, сочетающим в себе признаки первых трех.
В комплект оборудования для вакуумирования входят вакуум-насос, ресивер, всасывающие шланги и вакуум-щиты (вакуум-трубки). Вакуум-щит состоит из каркаса размером 100x125 см с герметизирующей прокладкой по контуру. В нижней части щита имеется основа из двух стальных сеток и натянутой по ним фильтрующей ткани. Между крышкой щита и фильтрующей частью образуется полость; при создании в ней вакуума из бетона отсасывается воздух и свободная вода, в результате чего бетон уплотняется. Вакуумирование смеси ведут при степени разрежения в системе не менее 70 кПа.
По окончании вакуумирования вакуум-щиты отсоединяют от системы. В полости попадает воздух, и они легко отстают от бетона. Щиты снимают и переставляют на новые позиции.
- Главная
- Технологии строительства
- Бетонные работы
- Основы теории виброуплотнения бетонной смеси
Подразделы
Социальные сети
Похожие статьи
Приготовление и транспортировка бетонной смеси
Технологии: Бетонные работы
Укладка бетонной смеси в бункерах (бадьях) кранами
Технологии: Бетонные работы
Укладка бетонной смеси бетононасосами и пневмонагнетателями
Технологии: Бетонные работы
Укладка бетонной смеси конвейерами и бетоноукладчиками
Технологии: Бетонные работы
Методы уплотнения бетонной смеси
Технологии: Бетонные работы
Укладка бетонной смеси автотранспортом с эстакады
Технологии: Бетонные работы
Подача бетонной смеси кранами и подъемниками
Технологии: Бетонные работы
Транспортирование бетонной смеси по трубопроводам
Технологии: Бетонные работы
Перевозка бетонной смеси автотранспортом
Технологии: Бетонные работы
Выравнивающие смеси для основания пола
Технологии: Полы и покрытия
Приложение теории гидравлического подобия к расчету канализационных стояков
Элементы: Коммуникации
Понятия о теории теплоустойчивости ограждающих конструкций и помещений
Здания: Основы проектирования
Функциональные основы проектирования зданий
Здания: Основы проектирования
Основы проектирования промышленных зданий
Здания: Промышленные здания
Технологии: Бетонные работы
Укладка бетонной смеси в бункерах (бадьях) кранами
Технологии: Бетонные работы
Укладка бетонной смеси бетононасосами и пневмонагнетателями
Технологии: Бетонные работы
Укладка бетонной смеси конвейерами и бетоноукладчиками
Технологии: Бетонные работы
Методы уплотнения бетонной смеси
Технологии: Бетонные работы
Укладка бетонной смеси автотранспортом с эстакады
Технологии: Бетонные работы
Подача бетонной смеси кранами и подъемниками
Технологии: Бетонные работы
Транспортирование бетонной смеси по трубопроводам
Технологии: Бетонные работы
Перевозка бетонной смеси автотранспортом
Технологии: Бетонные работы
Выравнивающие смеси для основания пола
Технологии: Полы и покрытия
Приложение теории гидравлического подобия к расчету канализационных стояков
Элементы: Коммуникации
Понятия о теории теплоустойчивости ограждающих конструкций и помещений
Здания: Основы проектирования
Функциональные основы проектирования зданий
Здания: Основы проектирования
Основы проектирования промышленных зданий
Здания: Промышленные здания
Основы теории виброуплотнения бетонной смеси
Статья добавлена в Сентябре 2018 года
« Предыдущие статьи
Бетонирование различных конструкций
Транспортирование бетонной смеси по трубопроводам
Применение транспортеров, бетоноукладчиков и мототележек
Подача бетонной смеси кранами и подъемниками
Перевозка бетонной смеси автотранспортом
Приготовление бетонных смесей
Проведение работ по монтажу арматуры
Технология изготовления арматуры
Бетонирование различных конструкций
Транспортирование бетонной смеси по трубопроводам
Применение транспортеров, бетоноукладчиков и мототележек
Подача бетонной смеси кранами и подъемниками
Перевозка бетонной смеси автотранспортом
Приготовление бетонных смесей
Проведение работ по монтажу арматуры
Технология изготовления арматуры
Следующие статьи »
Бетонирование подготовок, полов и фундаментных плит Бетонирование фундаментов и массивов Бетонирование стен и перегородок Бетонирование колонн, ребристых перекрытий и рам Бетонирование арок, сводов, куполов и оболочек Описание некоторых технологий бетонирования Бетонирование конструкций жилых и гражданских зданий в переставных опалубках Бетонирование в скользящей опалубке
Бетонирование подготовок, полов и фундаментных плит Бетонирование фундаментов и массивов Бетонирование стен и перегородок Бетонирование колонн, ребристых перекрытий и рам Бетонирование арок, сводов, куполов и оболочек Описание некоторых технологий бетонирования Бетонирование конструкций жилых и гражданских зданий в переставных опалубках Бетонирование в скользящей опалубке
Ссылка на эту статью в различных форматах
HTMLTextBB Code
Комментарии к этой статье
Еще нет комментариев