
Общие сведения
Одним из основных направлений в развитии конструкций железобетонных и металлических крыш для промышленного и массового строительства жилых домов является устройство крыш из панелей покрытия повышенной заводской готовности, выполняющих одновременно несущие и гидроизоляционные функции. Переход на монтаж крыш из панелей покрытия повышенной заводской готовности позволит снизить затраты труда на строительной площадке, так как почти 30% трудоемких работ по устройству кровельного ковра переносится в заводские условия, что особенно важно для северных районов СССР, где климатические условия не благоприятны для проведения кровельных работ.
Панель покрытия повышенной заводской готовности представляет собой несущую железобетонную панель, на которой в процессе ее изготовления устраивают теплоизоляцию и наклеивают один или два гидроизоляционных слоя. Рулонный ковер может быть наклеен и без теплоизоляции. При этом технология изготовления панели, как правило, остается такой же, как и с устройством теплоизоляционных слоев. Гидроизоляцию панелей устраивают из предварительно раскроенных полотнищ рубероида. Спои гидроизоляции склеивают между собой и с бетоном панели различными способами: с применением приклеивающих мастик или при использовании наплавляемого рубероида безогневым способом — пластификацией покровного слоя растворителем.
Устройство гидроизоляции
В заводских условиях наклейку гидроизоляционного ковра без теплоизоляции ведут следующим образом. Сначала примеряют полотнища рубероида, выкраивая их по длине и ширине панели таким образом, чтобы была соблюдена продольная и поперечная нахлестка (рис. 60). После огрунтовки основания (поверхности панели) эти полотнища приклеивают на горячей или холодной битумной мастике и прикатывают. Подготовленные таким образом панели с наклеенным гидроизоляционным ковром хранят временно на специально отведенных местах (чаще их складируют на территории завода).
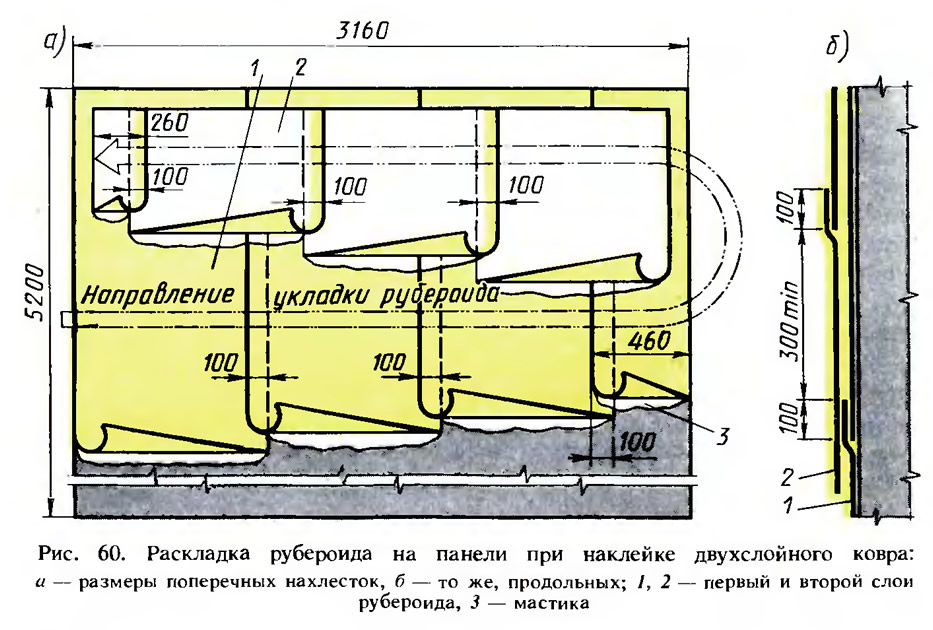
Наклейку наплавляемого рубероида на панели покрытия производят другим способом. После заливки в форму бетонной смеси (на заводе это выполняют из бункера бетоноукладчика) поверхность ее разравнивают, покрывают грунтовочным материалом, приготовленным на медленно испаряющихся растворителях, затем расстилают рулонные полотнища, соблюдая продольную и поперечную нахлестки. Затем панель с наклеенными двумя слоями наплавляемого рубероида направляют в пропарочную камеру. По прошествии полного технологического цикла пропаривания панель извлекают, переносят на специально отведенное место, где панель остывает. На этом месте производят тщательную прикатку рубероида. Температура поверхности панели в этот момент около 80° С. После прикатки рубероида панель отправляют, как и в первом случае, на склад, откуда автотранспортом затем будет отправлена на строительную площадку.
Вместо рулонного ковра на поверхность панели можно нанести мастику или эмульсию. Битумные мастики или эмульсии наносят сразу же после формования панели, когда ее поверхность имеет температуру не более 70° С.
Работу выполняют следующим образом. По поверхности панелей удочками-распылителями наносят огрунтовку, а после высыхания — слои битумной мастики или эмульсии. В таком подготовленном виде панель отправляют на место складирования, где она полностью остывает.
Устройство кровель
Устройство кровель из таких панелей заключается в их монтаже, заделке стыков и укладке недостающих слоев.
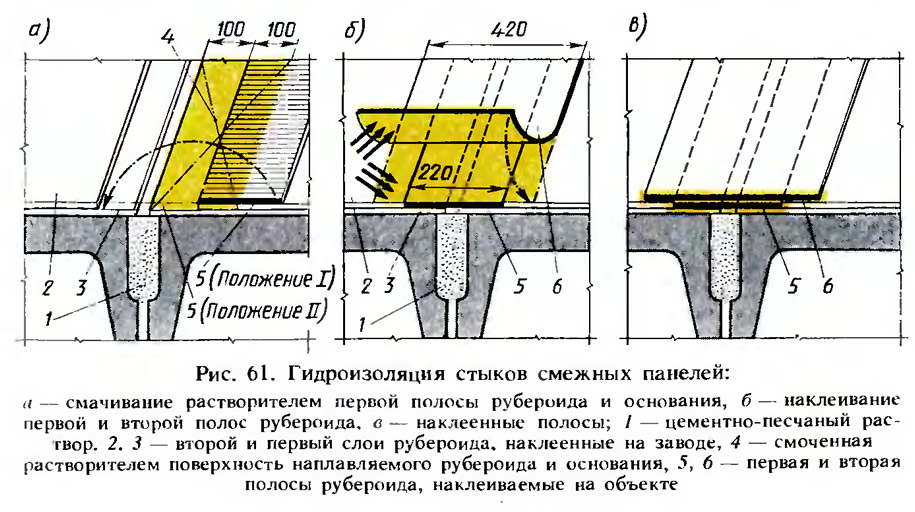
Доставленные на строительную площадку панели монтируют с помощью кранов. После монтажа панелей стыки замоноличи-вают цементно-песчаным раствором. После его затвердения, но не ранее чем через 24 ч стыки оклеивают двумя полосами рубероида (рис. 61). Места оклейки предварительно очищают от мусора и пыли. Работы по устройству дополнительного двухслойного кровельного ковра на железобетонных панелях выполняет звено из двух кровельщиков 4-го разряда.
Производство работ состоит из следующих технологических операций. Рубероид подготавливают: очищают от посыпки, раскатывают и выдерживают в раскатанном виде до полного исчезновения волнистости. Раскатку и выдержку материала производят в заготовительно-складском помещении. Затем заготовляют полосы для оклейки стыков. Для этого раскатанные рулоны размечают металлической линейкой или рулеткой, затем мелом размечают ширину полотнищ 220 и 420 мм. По разметке рулон разрезают.
и заготовки скатывают. Полосы рубероида рекомендуется заготовлять на весь объект. Раскраивать и хранить нарезанный рубероид следует в заготовительно-складском помещении.
Стыки очищают от пыли с помощью сжатого воздуха от компрессора. Затем приклеивают первую полосу рубероида шириной 220 мм. Для этого рулон рубероида 5 шириной 220 мм раскатывают рядом с местом приклейки утолщенным мастичным слоем вверх. С помощью щетки или валика наносят растворитель 4 одновременно на полосу приклейки (выступающий нижний слой гидроизоляции панели шириной 100 мм) и на раскатанный рулон на ширину 100 мм. Затем рулон переворачивают, укладывают смоченной поверхностью, расправляют и натягивают. Через 7...10 мин уложенный рулон притирают гребком. Если полоса приклеиваемого рубероида состоит из двух кусков, нахлест одного куска на другой должен быть 100 мм.
Вторую полосу 6 шириной 420 мм приклеивают следующим образом. Кровельщик укладывает рулон рубероида в начале полосы приклейки, раскатывает его на 1,5 м в направлении наклейки и загибает свободный конец на 0,5 м. Второй кровельщик с помощью удочки смачивает растворителем загнутый конец рулона (0,5 м) и часть основания, на которое будет наклеиваться смоченная часть рулона. Загнутый конец расправляют, укладывают на место и притирают гребком. Рулон скатывают обратно. Затем один кровельщик толкает рулон гребком, раскатывает его, а второй кровельщик с помощью удочки смачивает одновременно раскатываемый рулон и основание. Через 7...15 мин уложенный рулон дважды прикатывают катком. Особое внимание обращают на приклейку кромок. Если полоса приклеиваемого рубероида состоит из двух кусков, нахлест одного куска на другой должен быть равным 100 мм, причем нахлесты верхней и нижней полос должны быть смещены друг относительно друга не менее чем на 300 мм.
Наклейка остальных слоев рулонного ковра на объекте производится любым известным способом: обычно рубероид приклеивают на горячей или холодной приклеивающей мастике; наплавляемый рубероид — безогневым способом в летнее время или способом разогрева мастичного покровного слоя при низких (менее +5° С) температурах и в зимнее время года.
Контрольные вопросы
- 1. Что означает индустриализация кровельных работ?
- 2. Какие разновидности панелей повышенной заводской готовности существуют?
- 3. В каких случаях лучше применять панели покрытий повышенной заводской готовности?
- 4. Как в заводских условиях изготовляют панели покрытий с гидроизоляционным ковром?
- 5. Какие виды кровельных работ необходимо выполнить после монтажа панелей покрытий повышенной заводской готовности?
Источник: «Кровельные работы», В. Б. Белевич, 1987