Конструкция форм должна обеспечивать возможность пакетного прессования плит, а также сохранения отпрессованных плит на длительное время в зажатом состоянии. Все крупные производства предусматривают пакетное прессование: в пакеты собирается до 20 форм.
Заводы фирмы «Трэуллит» применяют стальные формы. Другие предприятия применяют деревянные формы.
Формы состоят из поддонов с прикрепленными к ним или свободнолежащими бортовыми элементами. Высота бортовых элементов может равняться требуемой толщине плит либо толщине слоя засыпки шихты в формы; в первом случае верхняя плоскость плиты отформовывается при прессовании поддоном вышележащей плиты, а бортовые элементы формы служат ограничителями; во втором случае формы должны иметь специальные крышки, опускающиеся при прессовании внутрь формы до получения плиты необходимой толщины.
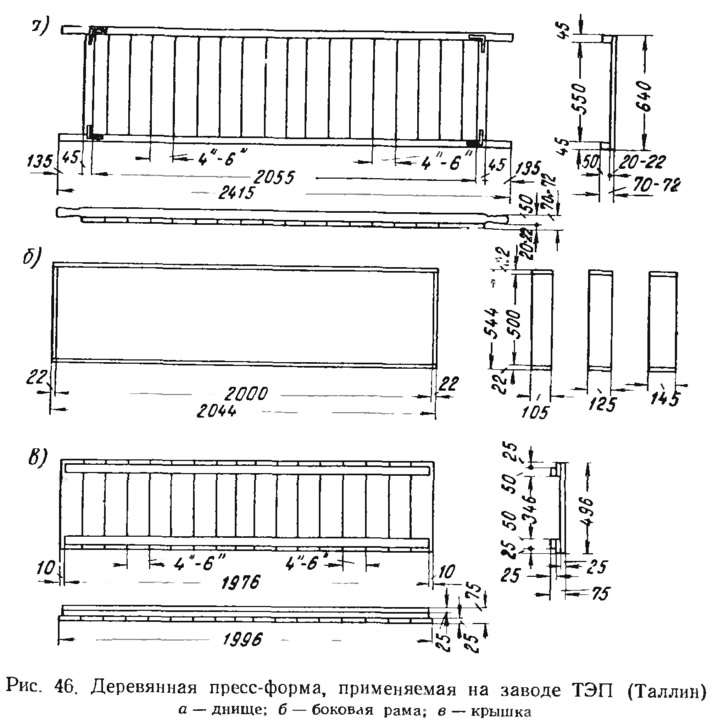
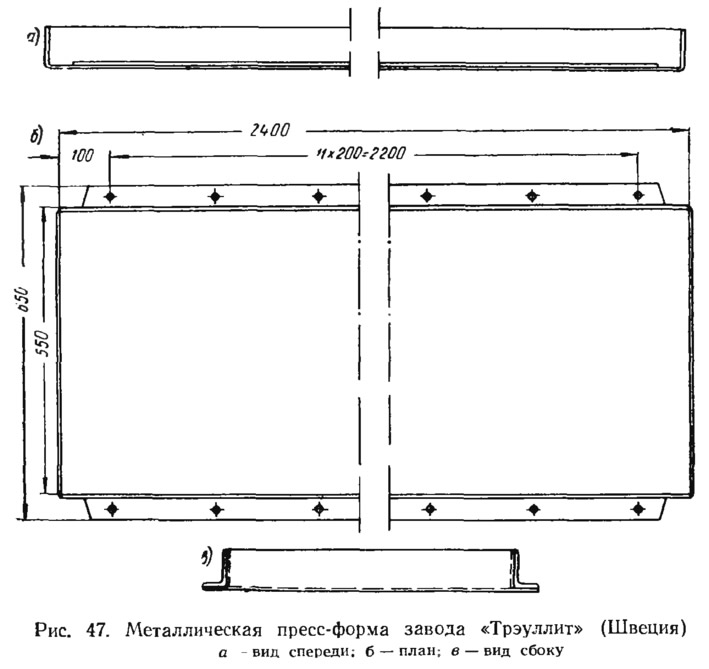
Бортовые элементы, т. е. две продольные и две торцовые стенки, могут быть соединены между собой и, таким образом, представлять собой рамку, устанавливаемую на поддон, как это сделано на Костопольском ДСК и Таллинском заводе (рис. 46), или состоять из четырех отдельных элементов, как это имеет место по технологии финской фирмы «Тайола». Стальные формы, применяемые на заводе фирмы «Трэуллит», имеют наглухо приделанные борта (рис. 47).
На Костопольском ДСК пакеты набираются на подъемнике-снижателе. Заполненная шихтой и покрытая крышкой пресс-форма подается по рольгангу на подъемник-снижатель. Один из рабочих нажимает кнопку на пульте управления, и подъемник опускается на высоту одной пресс-формы, после чего на него устанавливается следующая пресс-форма. Таким путем на подъемнике комплектуют пакет из девяти форм, который затем поднимают до отметки уровня пола. Пакет комплектуется на двух брусьях размером 20x20 см, расположенных на верхней площадке подъемника и отстоящих один от другого на расстоянии 100 см. В пространство между брусьями под укомплектованный пакет подводится ручная вагонетка с подъемной платформой для отправки пакета под пресс.
На заводе фирмы «Тайола» установлено автоматическое пакетонаборное устройство, показанное на рис. 48. Конвейер представляет собой металлическую раму 1, по периметру которой передвигается втулочная цепь 5. По периметру рамы двигаются подвешенные на роликах 3 захваты 4, с крюками 2. Конвейер приводится в действие индивидуальным электродвигателем 7 через привод 6.
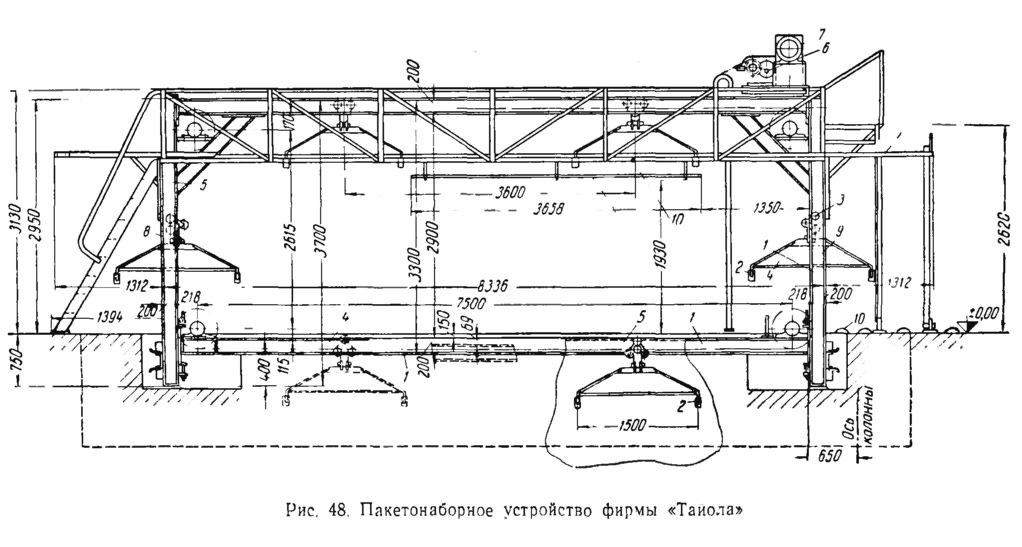
Наполненная шихтой пресс-форма подходит по рольгангу под захват 4, находящийся на передней направляющей стойке 8 рамы 1. В то время, когда крюки 2 захватывают пресс-форму с шихтой, цепь поднимает захват с пресс-формы вверх по передней направляющей стойке 8, а на его место подходит следующий захват. При последующих тактах первый захват с пресс-формой переходит на верхнюю горизонтальную часть рамы и двигается дальше, к задней вертикальной направляющей 9 рамы 1. Здесь пресс-форма опускается на неприводной рольганг 10, на котором собирается пакет В месте комплектации пакета уровень пола ниже уровня пола цеха на 750 мм. Пакет, набранный из 10—15 плит, в зависимости от толщины, подается по рольгангу 10 в пресс. Около пакетонаборщика находится площадка обслуживания и пульт управления. Под верхней горизонтальной площадкой подвешено предохранительное перекрытие.
На заводах фирмы «Трэуллит» установлено пакетонаборное устройство, которое одновременно является и прессом (рис. 49). Прессование здесь происходит за счет веса вышележащих плит и форм. Наполненная шихтой пресс-форма поступает с главного транспортера на прессовый роликовый транспортер 1. Пресс состоит из двух рядов вертикальных стоек 2, соединенных между собой для устойчивости в каждом ряду металлическими связками. Стойки играют роль направляющих при сборке пакета. По основанию пресса установлено два ряда стоек 4, на которых находятся горизонтальные балки 5, уложенные на высоте 100 мм от роликового транспортера. Каждая балка снабжена четырьмя упорами 6, имеющими скосы с нижней стороны. Между направляющими стойками под роликовым транспортером расположен мощный пневматический цилиндр 7, на верхнем конце поршня этого цилиндра закреплена площадка 8. Ширина этой площадки меньше ширины пресс-формы и она проходит между рядами роликов, на которых лежит пресс-форма своими продольными краями.
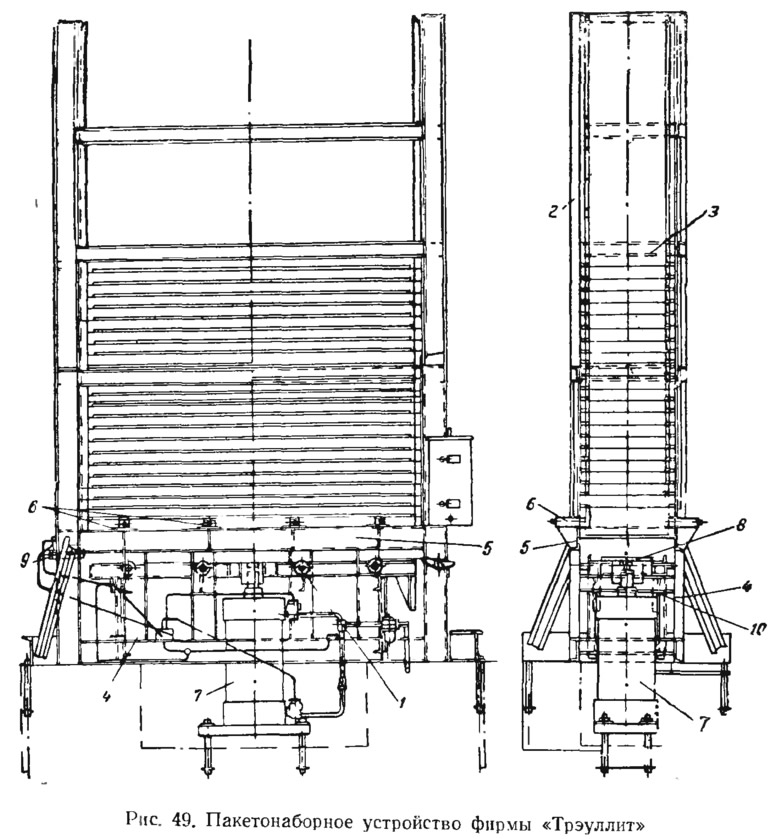
Роликовый транспортер 1 вводит наполненную пресс-форму в пакетоукладочное устройство. Пресс-форма, дойдя до крайнего положения, упирается своим торцом в выключатель 9, который открывает клапан пневматического цилиндра. Поршень 10 диаметром около 300 мм поднимает при этом пресс и выдвигает упоры 6; когда пресс-форма поднимается над упорами, они при помощи пружин возвращаются в исходное положение, а пресс-форма ложится на упоры 6. Когда поршень доходит до крайнего верхнего положения, открывается клапан и сжатый воздух возвращает поршень в крайнее нижнее положение. Таким же образом осуществляется подъем остальных пресс-форм.
При укладке заполненных форм в пакеты днище верхней пресс-формы является крышкой для нижней пресс-формы. На верхнюю пресс-форму пакета (первую по порядку поступления в пакетоукладчик) укладывается тяжелая металлическая крышка — прокладка весом 100 кг, которая отделяет один пакет от другого, образуя зазоры. В эти зазоры входят вилки автопогрузчика, транспортирующего пакет в камеру твердения. Плиты прессуются в процессе набора пакета давлением веса верхних наполненных пресс-форм и крышек, при этом верхняя форма, прессуя шихту в нижней, ложится на ее борта. Пакет из 10 плит толщиной по 75 мм и размерами в плане 2000x500 мм, с учетом толщины днищ и верхней крышки-прокладки, имеет общую высоту 90—95 см. По высоте в пакетоукладчик вмещается три пакета. После набора всех трех пакетов верхний пакет вывозится автопогрузчиком в камеру твердения.
Вес одного пакета составляет:

Таким образом, на нижнюю плиту давление составляет 1210x3—(90+21)=3519 кг и чем ближе к верху, тем давление на плиту меньше; давление на самую верхнюю плиту составляет всего 100 кг. т. е. равно весу верхней крышки.
При таком незначительном давлении возможно прессовать плиты цементного фибролита с объемным весом 300—350 кг/м3 только в случае, если производится предварительная подпрессовка шихты. По шведской технологии она осуществляется подпрессовывающим валиком 9 (см. рис. 64).
Для прессования плит можно применять прессы любой конструкции, обеспечивающие возможность выдержки пакета плит при максимальном давлении, которое без предварительной под-прессовки составляет:
- а) от 0,1 до 1 кг/см2 при прессовании плит марок 300—350
- б) от 1,5 до 4 кг/см2 при прессовании плит марок 400—500
Можно применять прессы гидравлические, а также эксцентриковые приводные и механические, ручные и ударно-винтовые. Но самыми удобными и надежными в работе являются прессы, гидравлические. Нужная рабочая высота пресса и величина хода поршня зависят от конструкции пресс-формы, толщины и количества прессуемых плит. Обычно на гидравлическом прессе прессуют пакет в 10—20 плит.
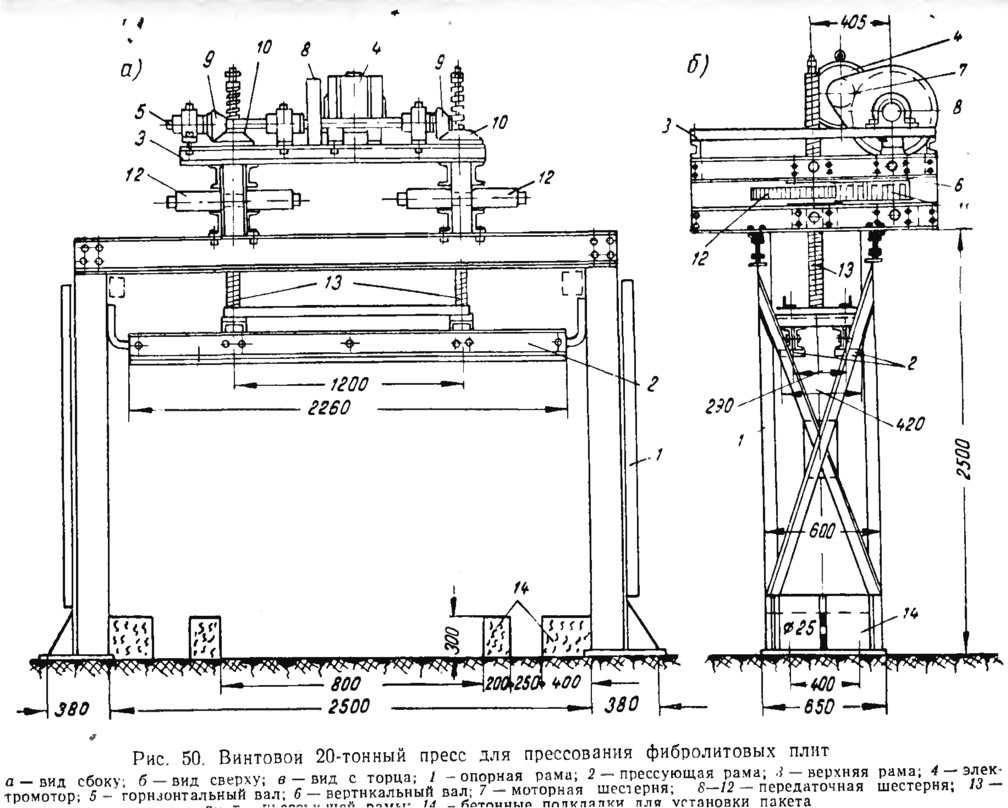
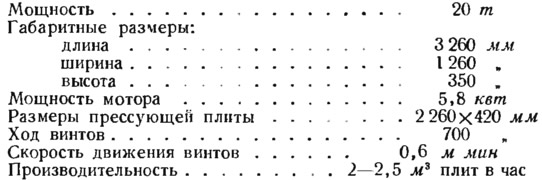
На рис 50 показан винтовой 20-тонный пресс, установленный на Костопольском ДСК. Характеристика пресса следующая:
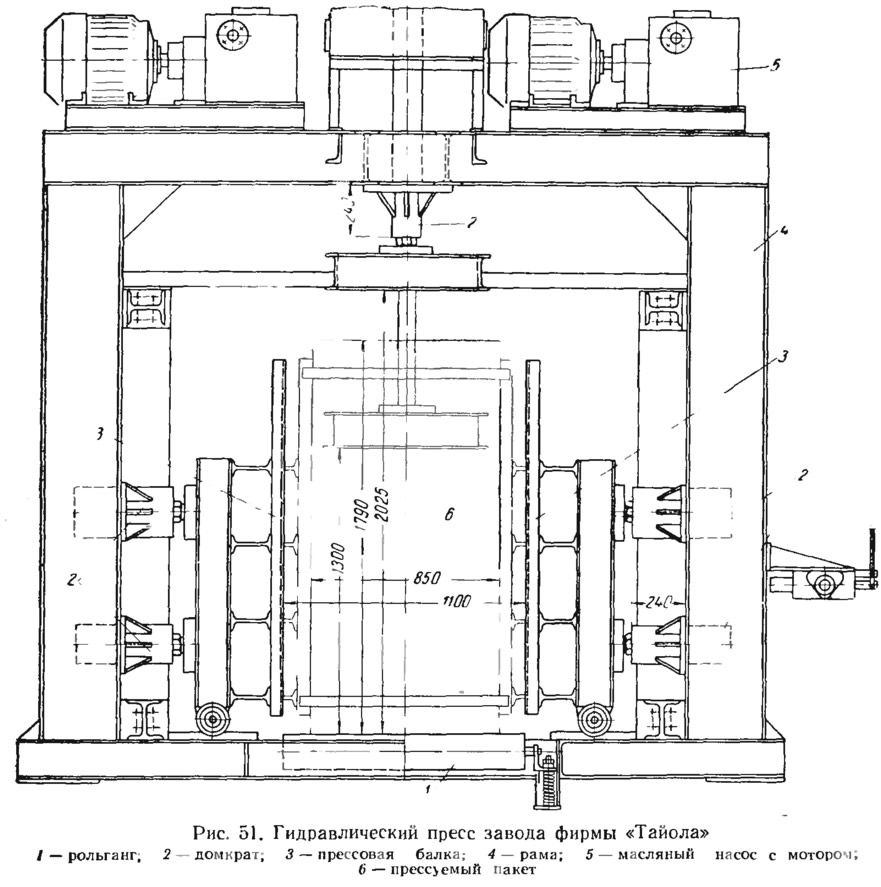
Современные прессы, устанавливаемые на фибролитовых заводах, прессуют не только в вертикальном направлении, но и с боков. На рис. 51 показан гидравлический пресс завода фирмы «Тайола», работающий по этому принципу. Пресс общей мощностью 350 т, работающий на минеральном масле, имеет 14 гидравлических домкратов по 25 т каждый, установленных на траверсах с пяти сторон. На траверсе в верху пресса установлено 2 домкрата, на продольных сторонах — по 4 и на торцовых — по 2 домкрата. Пакеты прессуются последовательно в несколько приемов.
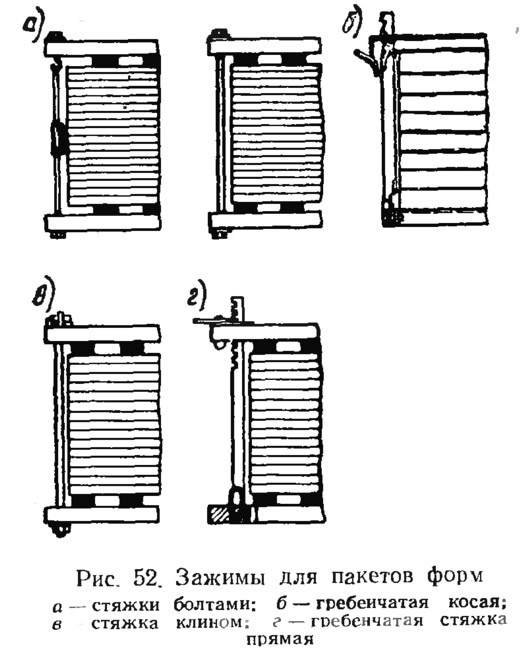
После прессования пакеты могут зажиматься с помощью одного из пяти способов, показанных на рис. 52.
Расформовывают пакеты отвердевших плит либо вручную, либо с помощью различных приспособлений, в том числе автоматически действующих пакетораэборных устройств. Такое устройство (сепаратор) установлено на заводе фирмы «Трэуллит» (см. рис. 64); по своей конструкции оно аналогично пакетосборщику. Устройство также снабжено пневматическим цилиндром с вертикально движущимся поршнем, предназначенным для подъема и опускания пакетов, но отличается от пакетосборщика наличием двух рычагов 33, на захватах которых лежат пакеты.
Нажимом кнопки на пульте управления поршень 32 поднимает пакеты и этим самым освобождает от груза поддерживающие рычаги 33. В этот момент включается второй пневмоцилиндр, который отводит рычаги 33 в сторону. Далее с того же пульта управления поршень цилиндра 32 переключается на спуск. Когда пакет опускается на толщину одной пресс-формы, поддерживающие рычаги 33 возвращаются в первоначальное положение. Поршень с лежащей на его площадке пресс-формой продолжает опускаться до тех пор, пока пресс-форма не ляжет на роликовый транспортер, который подает ее к выбивному устройству; при этом транспортер движется в направлении, обратном движению главного роликового транспортера. После выдачи нижних 10 пресс-форм на роликовый транспортер таким же образом ложится металлическая крышка-прокладка. Роликовый реверсивный транспортер пакеторазгрузочного устройства автоматически переключается на обратное направление (по ходу главного роликового транспортера), и крышка подается к поперечному транспортеру.
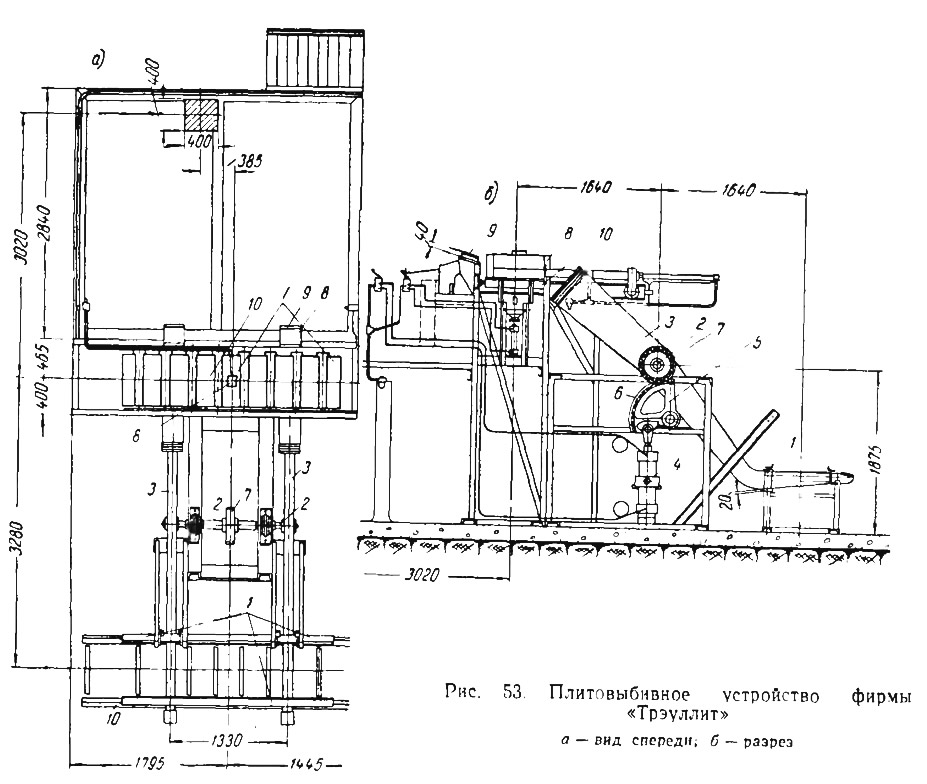
Из сепаратора пресс-форма поступаете выбивное устройство (рис. 53). Форма заходит своими боковыми ребрами в пазы 1 захватных рычагов 3, находящиеся ниже уровня роликового транспортера и поворачивающиеся вокруг оси 2. Нажатием кнопки на пульте управления приводятся в действие рычаги 3, описывающие угол в 120°, опрокидывающие пресс-форму вместе с плитой. Это достигается посредством действия пневматического цилиндра 4, в котором поршень перемешается в вертикальном направлении; при помощи тяг 5 поршень поворачивает зубчатый сектор 6, с которым сцепляется зубчатка 7, закрепленная на поворотной оси 2, и вместе с поршнем поднимаются и опускаются рычаги. Одновременно с рычагами поднимаются примерно на 100 мм восемь поддерживающих кронштейнов 8, на которые ложится выбитая из пресс-формы плита. Плита из пресс-формы выбивается следующим образом: поршень поднимает захватные рычаги 3 с зажатой в их пазах пресс-формой. Рычаги 3, поворачиваясь вокруг оси 2, ударяют пресс-форму об амортизаторы 9, и благодаря инерционной силе плита выпадает на поддерживающие кронштейны 8, которые опускаются, и плита ложится на роликовый транспортер 10, подающий ее на обрезку. После освобождения пресс-формы захватные рычаги возвращаются в первоначальное положение.